Szybki kontakt do działu sprzedaży
Wiedza
Stosowanie odpowiednich strategii eksploatacji maszyn jest koniecznym elementem prewencyjnego utrzymania ruchu, które pozwala osiągnąć najniższe koszty utrzymania i największą dostępność maszyn.
Efektywne utrzymanie ruchu nie oznacza zapobiegania wszelkim możliwym awariom w takim samym stopniu w odniesieniu do każdej maszyny. Takie podejście byłoby równie kosztowne co filozofia reakcyjnego utrzymania ruchu.
Osiągnięcia realnych korzyści jest uzależnione od prawidłowo wdrożonej prewencji, gwarantującej wymierne obniżenie kosztów produkcji. Kluczem do sukcesu jest odpowiedni dobór strategii eksploatacyjnych maszyn.
Strategia eksploatacji maszyn to świadomie dobrany i zaplanowany proces obsługi i zbiór zasad postępowania w odniesieniu do poszczególnych elementów wyposażenia zakładu. Maszyny i urządzenia dzielone są na trzy grupy krytyczności:
Optymalizuj utrzymanie ruchu w systemie CMMS
Aby odpowiednio dobrać metody prewencji, a co za tym idzie – wybrać strategię eksploatacji parku maszynowego – należy umiejętnie przyporządkować każdy dający wyodrębnić się element (maszyna, urządzenie, instalacja, itp.) parku maszynowego do jednej z powyższych trzech grup.
Następnie, po określeniu krytyczności każdej maszyny, przyjmuje się jedną z kilku strategii postępowania wobec niej, np.:
Określenie krytyczności maszyn oraz znajomość powyższych założeń pomaga optymalnie zaplanować wykorzystanie dostępnego wyposażenia produkcyjnego i osiągnąć realne korzyści w postaci oszczędności oraz wyższej wydajności procesów.
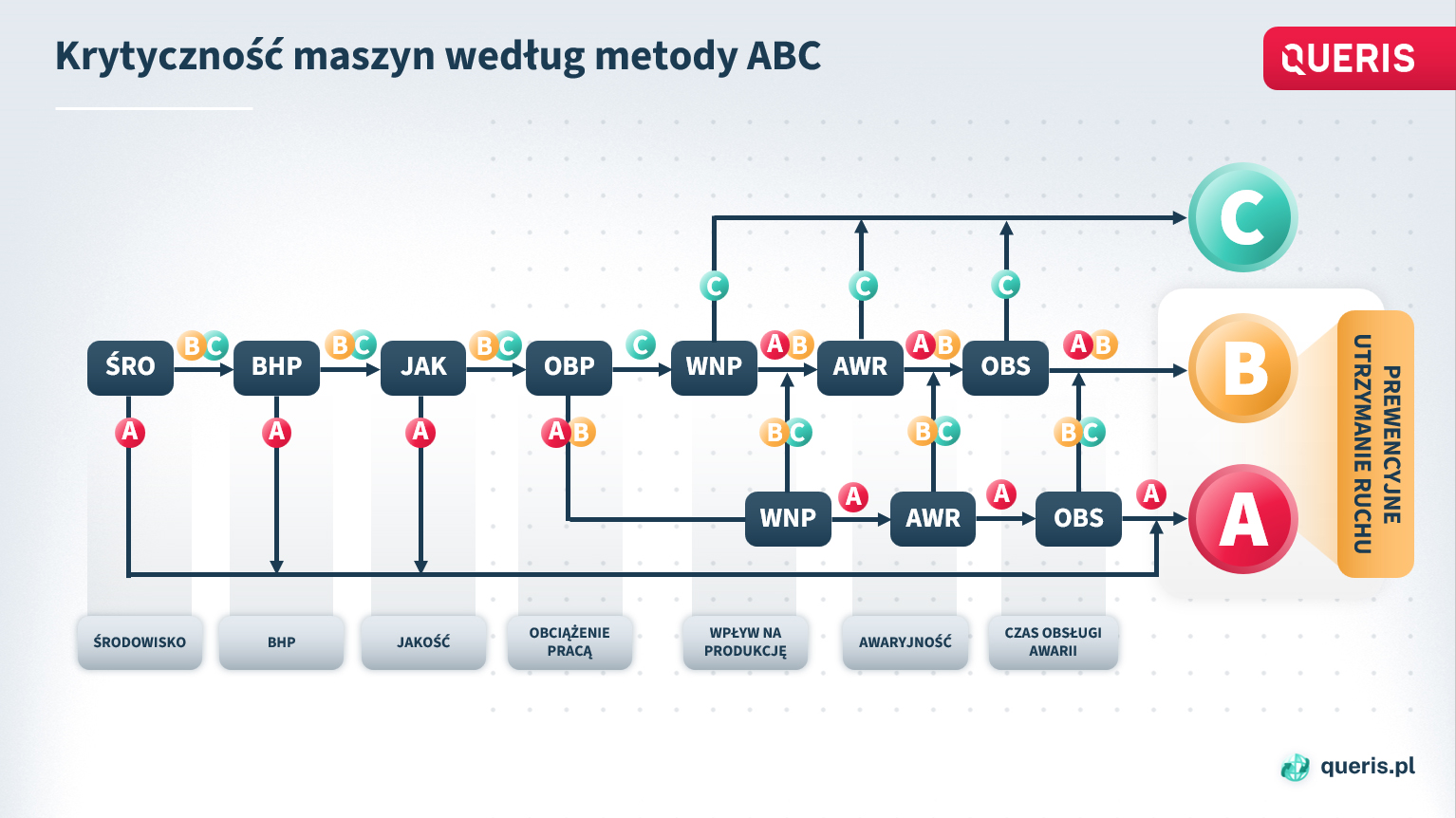
W celu prawidłowego określenia krytyczności maszyny można posłużyć się poniższym schematem, który po udzieleniu odpowiedzi cząstkowych ukaże nam ogólną krytyczność danego elementu.
Analizując poszczególne obszary oddziaływania danego elementu zakładu (maszyny/urządzenia) udzielamy odpowiedzi cząstkowych, które przybliżają nas, zgodnie z kierunkiem schematu, do ustalenia ostatecznej krytyczności.
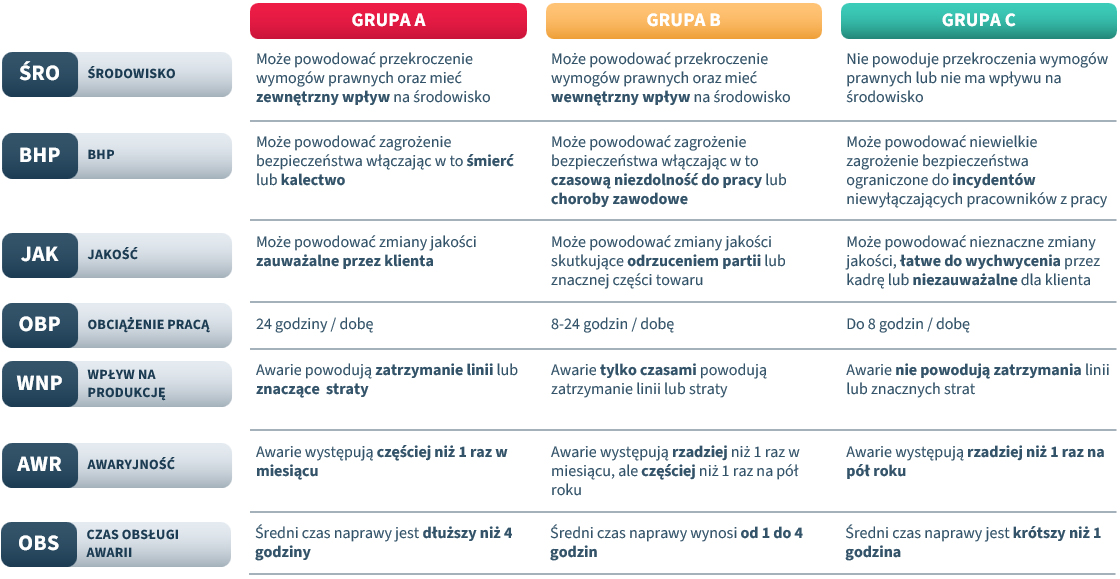
W poniższej tabeli umieszczono opisy pomagające podjąć odpowiednią decyzję.
Przykład 1: Aby ocenić krytyczność Maszyny X przechodzimy po kolei przez wszystkie etapy wskazane na schemacie, aż do momentu, gdy wskaże on ogólną krytyczność maszyny.
Określenie krytyczności: A – WYSOKA KRYTYCZNOŚĆ
Przykład 2: Aby ocenić krytyczność Maszyny Y rozpoczynamy ten sam proces i po kolei określamy cechy analizowanej maszyny.
Określenie krytyczności: C – NISKA KRYTYCZNOŚĆ
Po dokonaniu takiej analizy dobór odpowiednich strategii eksploatacji staje się znacznie prostszy. W zależności od tego, jaką krytycznością cechuje się dany element linii produkcyjnej powinniśmy przyjąć do realizacji adekwatne działania:
Zauważ, że samo określenie krytyczności maszyny nie przesądza jeszcze całkowicie o strategii eksploatacji, jaką należy wobec niej realizować.
Dlatego w trzech kolejnych artykułach dowiesz się na czym polega utrzymanie maszyn według każdego z tych podejść. Znając ich specyfikę, w tym również wady i zalety, łatwiej będzie Ci zdecydować o optymalnym sposobie utrzymania każdej maszyny.
Ponadto dla skutecznej realizacji obranej strategii będziesz potrzebował szerokiego wsparcia systemowego. System dla utrzymania ruchu to niezbędny element rozwoju każdego zakładu produkcyjnego. Jeśli Twój dział nie korzysta jeszcze z takiego narzędzia, poznaj nasz polski CMMS – rozwiązanie, które stworzyliśmy z myślą o optymalizacji pracy i kosztów utrzymania maszyn.
Sprawdź jak system CMMS wspiera efektywną eksploatację zasobów.

Pomożemy Ci wdrożyć systemowe rozwiązanie, które zmniejszy ilość awarii, obniży koszty i umożliwi prowadzenie strategii eksploatacji maszyn adekwatnej dla Twojej firmy.
Inteligentne systemy dla nowoczesnej produkcji
Większa wydajność produkcji dzięki przyszłościowym rozwiązaniom