Nowy newsletter Queris
Dołącz, a dowiesz się jak optymalizować produkcję i otrzymasz zniżki dostępne wyłącznie dla subskrybentów.
Nowy Newsletter Queris. Zapisz się i dołącz do subskrybentów, żeby rozwijać wiedzę i korzystać ze zniżek dostępnych tylko dla Czytelników.
Nowy Newsletter Queris. Ddołącz do subskrybentów!
Nowy Newsletter Queris.
Wiedza
Systemy klasy MES dostarczają przedsiębiorstwom szeregu różnorodnych informacji o stanie ich procesu produkcyjnego. Dzięki nim osoby odpowiedzialne za ten obszar firmy są w stanie podejmować optymalne decyzje. Jedną z popularniejszych informacji, a nie zawsze należycie wykorzystywaną jest tak zwane widmo maszyny.
Widmo maszyny, to graficzny bądź tekstowy zapis i wizualizacja każdego stanu danej maszyny na przestrzeni całej zmiany, dnia roboczego, czy miesiąca. Zwykle przybiera postać kolorowego diagramu, na którym zaznaczone są wystąpienia poszczególnych zdarzeń: pracy, przestoju planowanego (np. przezbrojenia), awarii, naprawy, przerwy planowanej (np. na posiłek operatora), itd.
Przykładowy obraz widma maszyny pobrany z systemu Queris MES wygląda jak na poniższej ilustracji.
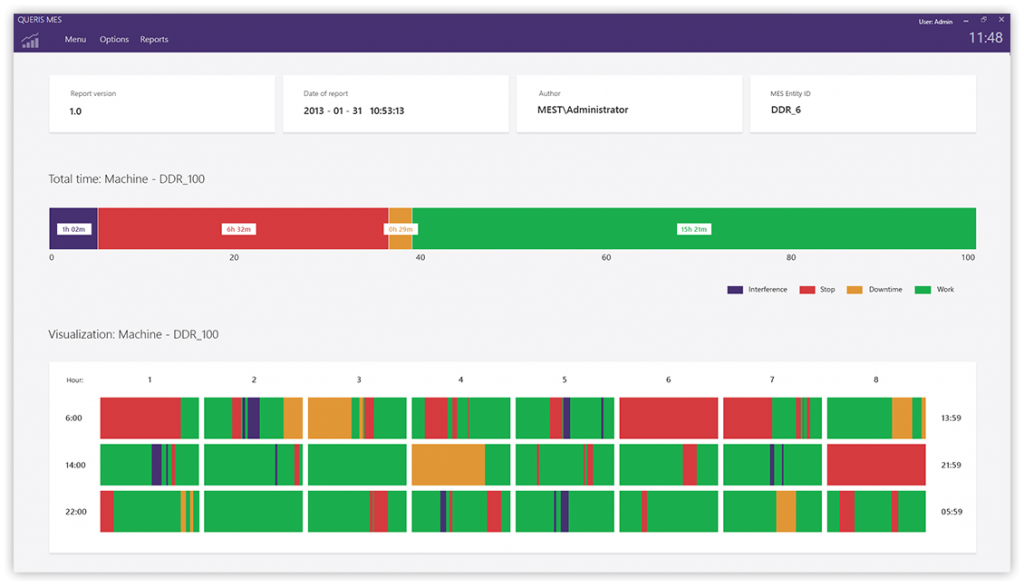
Bywa, że dane rejestrowane w ten sposób są sprowadzane zaledwie do zsumowania i procentowego przedstawienia zdarzeń, najczęściej w trzech kategoriach:
Oczywiście takie podejście przedstawia pewien obraz sytuacji, ale jest niewystarczające do realnej poprawy procesów. Na podstawie powyższego zestawienia nie da się podjąć decyzji, która znacząco wpłynie na efektywność produkcji. Dane ilościowe to dopiero pierwszy poziom obrazujący zaledwie skalę problemu (jeśli występuje).
Kluczem do sukcesu jest interpretacja danych jakościowych, które również powinny być gromadzone przez użytkowany system. Zanim to jednak nastąpi warto jeszcze bardziej rozbić trójczynnikową rejestrację stanu maszyny odpowiednio ją precyzując i przyjmując na przykład taką strukturę informacji o statusie pracy:
Oczywiście każdy zakład powinien zdefiniować własny zakres stanów i ich przyczyn, które pomagają w jakościowej interpretacji przebiegu zdarzeń.
Następnie podczas porównywania proporcji występujących zdarzeń trzeba wgłębić się w przyczyny i czas ich trwania. Dopiero w tym momencie jesteśmy w stanie odpowiedzieć sobie na pytanie gdzie występuje marnotrawstwo i poszukiwać sposobów jego eliminacji. Spójrzmy na poniższy przykład obrazujący przypadek pewnego zakładu.
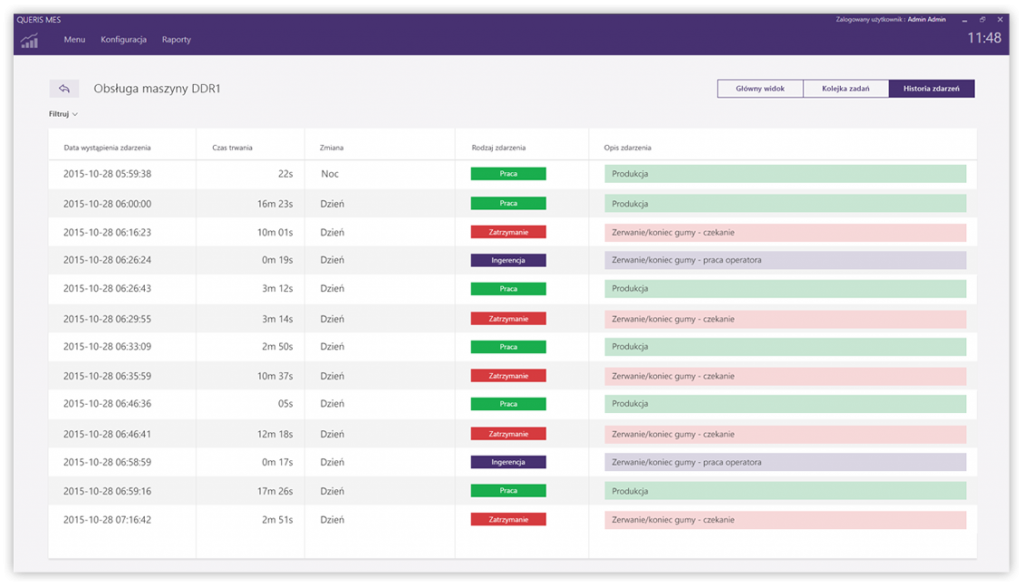
System zarejestrował szereg zdarzeń, które wystąpiły na danej maszynie wraz z określeniem ich przyczyny. Dzięki temu trzy główne stany (praca, zatrzymanie, ingerencja) można dodatkowo analizować pod kątem przyczyn (zerwanie/brak surowca – oczekiwanie, zerwanie/brak surowca – praca operatora). Ale to nie wszystko, bo w raporcie zawarto również czas trwania każdego ze stanów, który w tym przypadku okaże się kluczem do podjęcia decyzji. Przeanalizujmy ten raport po kolei.
Z całej analizy wyłania się przede wszystkim następujący wniosek: większą dostępność maszyny można uzyskać eliminując nie tyle przyczynę samego przestoju, co przyczynę długiej reakcji operatora. Być może operatorów maszyn jest za mało do efektywnej ich obsługi, albo uzupełnienie surowca wiąże się z długą drogą do magazynu, który znacznie wpływa na czas przywrócenia maszyny do pracy. To właśnie w tym momencie powinna nastąpić dogłębna analiza, a następnie zmiana dotychczasowego stanu rzeczy.
Jak widać widmo maszyny to nie tylko stosunek czasu pracy maszyny do przestojów, ale przede wszystkim identyfikacja i kontrola przyczyn niepożądanych zdarzeń. Inwestując w system MES, który dostarcza tego typu danych, trzeba mieć świadomość jak te dane następnie wykorzystać.
W omawianym przypadku znalezienie przyczyny długiego czasu reakcji operatora pozwoliło wyeliminować częste, kilkuminutowe przestoje, które sumarycznie przekładały się na marnowane godziny (!) pracy maszyny w skali dnia, a co dopiero w skali miesiąca, czy roku. Ważne jest zatem, aby dostawca oprócz prawidłowej implementacji systemu, potrafił także pomóc w interpretacji rejestrowanych informacji. Wtedy ich wykorzystanie przyniesie firmie wymierne korzyści.

Poznaj nasze rozwiązanie i zwiększ wydajność swojej produkcji. Bezpłatna prezentacja.

Pomożemy Ci ją zoptymalizować i znaleźć rozwiązanie Twoich problemów.
Większa wydajność produkcji dzięki przyszłościowym rozwiązaniom
Większa wydajność produkcji dzięki przyszłościowym rozwiązaniom
Nowy newsletter Queris
Dołącz, a dowiesz się jak optymalizować produkcję i otrzymasz zniżki dostępne wyłącznie dla subskrybentów.
Co otrzymasz?
Zapisz się i korzystaj! Bezpłatnie. Bez zobowiązań.